-

济宁利兴精密机械制造有限公司
主营:直线导轨/滑块,梯形丝杠/大型丝杠,花键轴/花键套 - 15264783836

济宁利兴精密机械制造有限公司
主营:直线导轨/滑块,梯形丝杠/大型丝杠,花键轴/花键套 13
13
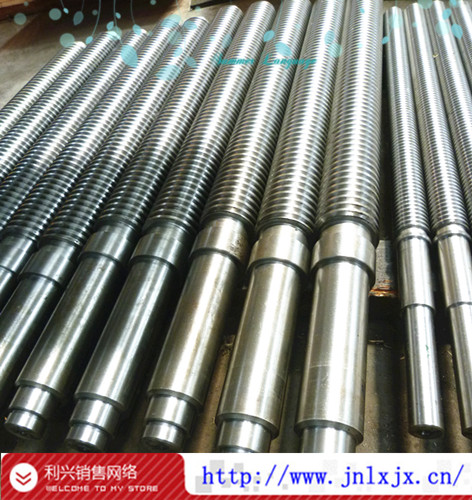
车精度高的梯形丝杠螺纹时,需要低速车削才能保证梯形螺纹的精度和光洁度,精密梯形丝杠车削工艺流程如下: 1】丝杠螺纹小于4mm和精度要求不高的工件可用梯形螺纹车刀采用左右经给法进行粗车和精车。 2】丝杠螺纹大于4mm和精度要求较高的梯形丝杠螺纹,一般采用分刀车削的方法。 3】粗车,半精车梯形丝杠螺纹大经时留0.3mm左右余量,且丝杠螺纹倒角与端面成15度。 4】用粗车刀粗车,采用左右切削法或直进车削,(每侧留0.1-0.2mm精车余量),选用刀头宽度稍小于槽低宽的车槽。 5】选用精车梯形丝杠螺纹车刀,采用左右切削法精车螺纹两侧,精车刀经向前角为0度,刀尖等于牙型角,两侧切削刃都磨有较大前角的卷削槽,车刀前端不能参加切削。 产品标签:梯形丝杆 梯形丝杠 山东梯形丝杆 山东精密梯形丝杠 大型丝杠 大型精密丝杠 山东大型丝杠 丝杠螺母 花键轴 大型花键轴 山东花键轴